- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Mute
- Printer Friendly Page
Cara komunikasikan PLC Mitsubishi dengan Labview ? mohon bantuannya gan..
06-14-2012 11:10 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report to a Moderator
Saya mau membuat TA. TA saya ttg HMI pneumatik dikontrol PLC Mitsubishi Qseries dengan labview..saya sudah koneksikannya dengan ethernet..sudah berhasil konek dengan PLC dengan koneksi ethernet..tapi saya masih bingung buat setting OPC LabVIEWnya...ada masukan bagaimana caranya ?terima kasih para juragan sekalian... 
saya ada gmbar untuk desain TA saya..
06-15-2012 12:53 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report to a Moderator
Silahkan anda merefer dulu ke link berikut, mudah2an membantu.http://forums.ni.com/t5/LabVIEW/Using-Labview-with-Mitsubishi-OPC-Server/td-p/32564
06-15-2012 03:02 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report to a Moderator
terima kasih Pak Endang..saya pelajari dulu yang ini..
06-17-2012 09:01 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report to a Moderator
Pak Endang, kalo sudah memakai Modbus tidak usah lagi menggunakan OPC server ya Pak ?
06-18-2012 03:56 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report to a Moderator
Pak ketika saya menggunakan link yang tentang modbus : http://www.ni.com/white-paper/13911/en
terjadi eror ketika saya run programnya Pak.
eror yang terjadi seperti gambar :
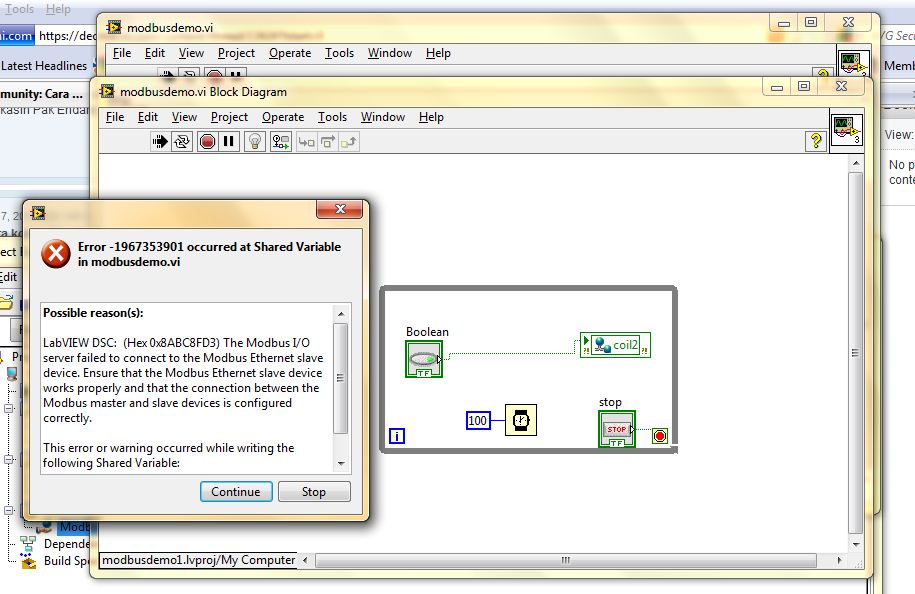
kira - kira itu kenapa ya Pak ?
Saya masih belum bisa Pak caranya mengkomunikasikan PLC dengan LabVIEWnya Pak.
Mohon bantuannya Pak. Terima kasih.
06-18-2012 06:55 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report to a Moderator
Hi Fariz, melihat dari rangkaian hardware yang anda gunakan, menggunakan Modbus serial RS232, dan error message yang tampil karena anda memilih Modbus ethernet coba di konfigurasi ulang langkah no.5 di http://www.ni.com/white-paper/13911/en pilih model serial
06-18-2012 10:39 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report to a Moderator
Terima kasih Pak Irsal sebelumnya sudah merespon.
Saya juga sudah mencoba modbus serial nya, dan hasilnya juga sama eror Pak.
Bagaimana ya Pak solusinya ?
Apakah ada cara lain untuk mengkomunikasikan PLC Mitsubishi dengan LabVIEW selain modbus dan OPC server ?
Atau dengan Modbus itu kira - kira saya ada salah setting atau tidak ?saya sudah mengikuti langkah - langkah di http://www.ni.com/white-paper/13911/en
tetapi masih tetap gagal terus Pak. Mohon bimbingannya ya Pak.
06-18-2012 06:53 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report to a Moderator
mas fariz,
sebelum melihat kesalahan ada di software, coba diterangkan dulu secara detail hardware diagram dan koneksinya, sepengalaman saya, banyak terjadi kesalahan disitu.
1. Digambarkan secara jelas pin2nya dari PLC ke RS232 port di PC
2. Konfigurasi Serial dalam LabVIEW seperti: Baud Rate, Parity, Data Bits, etc2, sudah sama dengan PLC
3. Dari PC+RS232+LabVIEW sendiri sudah bisa loopback belum? Kalau tidak tau loopback, coba lihat: http://www.ni.com/white-paper/3450/en
Note:
- Modbus itu adalah interface yang paling sering dijumpai di DCS sistem
- OPC itu juga bisa berkomunikasi dengan Modbus
- Modbus vs OPC, ya cost. OPC lebih mahal karena harus punya OPC Server
Certified TestStand Developer (CTD)
Using LabVIEW 8.5.1 (2008) to LabVIEW 2024
06-19-2012 04:06 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report to a Moderator
Terima Kasih Pak Wisnu,
Untuk koneksi pin2nya dari PLC ke PC seperti gambar berikut

konektor diatas pada PLC menggunakan port PS2 dan di PC menggunakan port RS-232 (DB9).
sedangkan di LabVIEW pada link
http://www.ni.com/white-paper/3450/en
dijelaskan konektor nya pada female harus seperti gambar

jadi, apakah saya harus memodifikasi DB9 (female) dari PLC seperti gambar di atas agar saya bisa test loopback terlebih dahulu Pak ?
tapi nanti apakah tidak mempengaruhi koneksi PLC dengan PC pak ?
atau menggunakan ethernet ada refrensinya Pak ?
06-19-2012 11:03 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report to a Moderator
1. Tujuan loopback itu untuk melihat apakah masalah komunikasi RS232 itu ada dimana?
- apakah serial pada PC
- atau serial pada PLC
jadi cobanya satu2 dulu. Jangan disambung ke PLC dulu, lihat apakah loopback berhasil? Konsep loopback itu simple kok, cuma sambung antara Tx dan Rx pada kabel Serial, kalau kita gunakan VI Basic Serial Read and Write, dalam loopback, apapun yang kita tulis VISA WRITE, pasti akan terbaca di VISA READ. Semoga konsep loopback jelas.
terus, kalau loopback ok, silahkan acungkan jari anda pada PLCnya.
2. Sebentar mas, mas ini pakai OPC server toh? Atau langsung dari PLC ke PC via RS232? Kalau iya langsung, saya tidak familiar dengan koneksi PLC ke PC via RS232. Yang common itu RS485 dengan Modbus.
Mohon pertanyaan saya dijawab berdasarkan poin2 diatas, jangan bercerita. Saya tambah pusing.
Certified TestStand Developer (CTD)
Using LabVIEW 8.5.1 (2008) to LabVIEW 2024
